
Все элементы управления расположены на передней панели оператора для удобной и правильной эксплуатации.
После размещения листов на блоке поддержки оператор фиксирует свариваемые торцы с помощью пневматических независимых фиксаторов. Сварочная головка размещается на каретке с моторизированным приводом и пневматическим сцеплением с редуктором.
Характеристики системы:
- Стальная сварная рама, обработанная и окрашенная
- Оправка из нержавеющей стали для поддержки медного бруска
- Водоохлаждаемый медный брусок, водяное охлаждение с поддувкой газом
- 20 штук алюминиевых фиксаторов с медными наконечниками для зажима детали
- пневматический шланг для зажима фиксатора и пружина для отжима фиксатора
- 2 пневматических устройства центрирования
- Пневматическая система блокировки в передней части оправки
- Горизонтальная балка из конструкционной стали с 2 упрочненными направляющими, со стойками
Каретка перемещается по специальным высокоточным термообработанным направляющим, которые обеспечивают максимальную точность перемещения сварочной головки вдоль свариваемого стыка. Система привода каретки включает в себя двигатель постоянного тока с энкодером.
Моторизированная каретка с 4 шарикоподшипниками:
- Двигатель постоянного тока с энкодером
- Полезный ход каретки 1050 (1550) мм
- Диапазон скорости каретки 50 - 2500 мм/мин
- Пневматический вертикальный ползунок с ходом поршня вверх 150 мм
- Ручное перемещение ползунка размером 80x80 мм с держателем горелки
Электрическое управление со следующими характеристиками:
- Питание 230 В, 1-фазный
- CNC управление с 5” сенсорным экраном для установки следующих данных:
- Работа источника питания (в случае установки PC интерфейса в источнике питания)
- Начальная точка сварки
- Длина сварки в мм
- Скорость сварки
- Задержка перемещения каретки
- Нарастание и снижение скорости сварки
- Возможность создать по крайней мере 100 различных программ (с функциями сохранения, загрузки и удаления)
- Ручное управление пневматической системой блокировки
- Ножная педаль
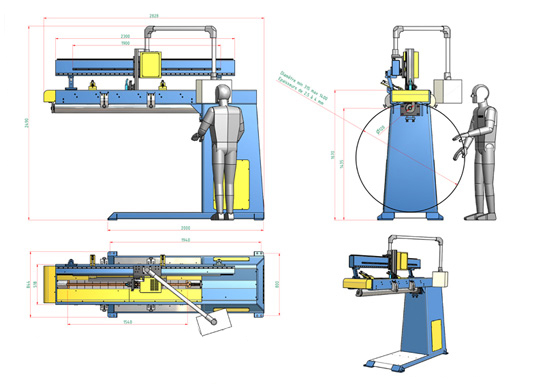
Горизонтальные установки для автоматизированной сварки продольных швов обечаек , краткие эксплуатационные характеристики.
| Модель | Parallelo 05 | Parallelo 10 | Parallelo 15 |
| Максимальная длина шва (мм) | 550 | 1050 | 1550 |
| Скорость сварки мм/мин | 50 – 2500 | 50 – 2500 | 50 – 2500 |
| Замок консоли | пневматический | пневматический | пневматический |
| Минимальный диаметр обечайки | 90 | 110 | 130 |
| Максимальный диаметр обечайки* | 900 | 900 | 900 |
| Память программ** (шт) | 100 | 100 | 100 |
* Доступны модификации с увеличенной высотой для сварки больших диаметров
** В зависимости от типа CNC
Установки для сварки продольных швов обечаек могут применяться для сварки черной, нержавеющей стали, алюминиевых сплавов. В связи с разными свойствами материалов и различными способами сварки невозможно точно указать максимальную толщину для сварки без предварительной сборки на прихватках. Зажимная система позволяет фиксировать материал толщиной до 10 мм. При использовании установки для сварки продольных швов листов и обечаек из алюминиевых сплавов требуется замена материалов подкладки и оконечных сегментов прижимного устройства (в стандартной комплектации они медные).





