
|
|
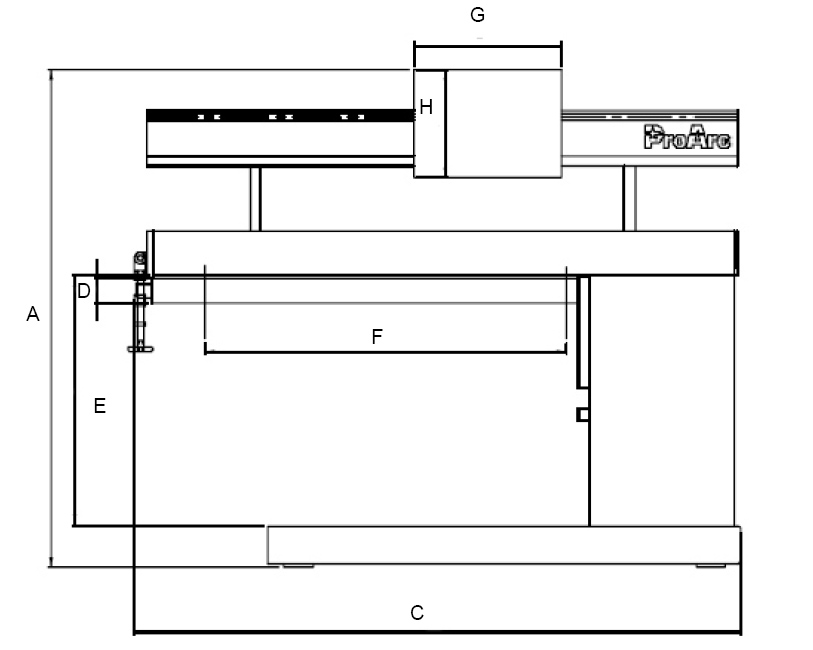
Установка предназначена для сварки продольных швов металлических карт и обечаек толщиной от 0,1 до 10 мм. Обеспечивает одностороннюю сварку стыковых соединений, без прихваток, с минимальными термическими деформациями, что позволяет уменьшить расходы на сварку и повысить качество сварного шва. |

Назначение:
- Специальная система крепления для зажима кромок свариваемого изделия.
- Точное движение горелки. Механически обработанная балка и направляющая обеспечивают точное движение каретки.
- Теплопоглощающие устройства для отвода тепла от заготовки.
- Всесторонний обзор области сварочной головки и рабочей зоны.
- Зажимающий палец из алюминиевого сплава обеспечивает отвод тепла из всех зон сварки, при этом практически исключено гашение дуги.
Возможности:
- Непрерывные удерживающие полосы для тонкого материала (менее 0,4 мм);
- Покладки для формирования кромок шва для цилиндрических заготовок более 700 мм диам.;
- Блок для пневматического фиксирования оправки;
- Пневматическое устройство для подъема горелки;
- Система подачи проволоки;
- Программируемый контроль каретки;
- Автоматические пневматические уровни выравнивания;
- Ограничитель хода и возврат в начальное положение.
|
Модель
|
Ед. изм.
|
LS-06
|
LS-09
|
LS-12
|
LS-15
|
LS-18
|
LS-24
|
LS-30
|
|
Питание
|
~
|
1-фазный 110/220 В 50/60 Гц
|
||||||
|
Сварочная длина (F)
|
мм
|
684
|
988
|
1296
|
1596
|
1900
|
2508
|
3116
|
|
Дипазон толщины
|
мм
|
0,1 - 10
|
||||||
|
Мин. диаметр заготовки (D)
|
мм
|
67
|
89
|
108
|
133
|
152
|
184
|
241
|
|
Макс. диаметр заготовки (Е)
|
мм
|
770
|
||||||
|
Точность хода
|
мм
|
+/-0,1
|
||||||
|
Диапазон скорости каретки
|
мм/мин
|
30 - 1500
|
||||||
|
Привод каретки
|
|
РЕЕЧНАЯ ПЕРЕДАЧА
|
||||||
|
Ширина каретки (G)
|
мм
|
500
|
||||||
|
Высота каретки (Н)
|
мм
|
350
|
||||||
|
Габаритная высота (А)
|
мм
|
1650
|
1650
|
1650
|
1650
|
1725
|
1725
|
1950
|
|
Габаритная ширина (В)
|
мм
|
800
|
800
|
800
|
800
|
900
|
900
|
1050
|
|
Габаритная длина (С)
|
мм
|
1450
|
1750
|
2050
|
2360
|
2740
|
3270
|
4100
|
Taurus 355 Basic TDM


|
|
|
|
Taurus 355 Basic TDM |
|||||
|
|
|
MIG/MAG |
TIG |
Ручная сварка |
|||
|
Диапазон регулирования сварочного тока |
|
5 A - 350 A |
5 A - 350 A |
5 A - 350 A |
|||
|
Длительность включения при температуре окружающей среды |
|
25 °C |
40 °C |
25 °C |
40 °C |
25 °C |
40 °C |
|
60 % |
|
350 A |
350 A |
350 A |
350 A |
350 A |
350 A |
|
100 % |
|
300 A |
300 A |
300 A |
300 A |
300 A |
300 A |
|
Напряжение холостого хода |
|
80 В |
|||||
|
Частота сети |
|
50 Гц / 60 Гц |
|||||
|
Макс. потребляемая мощность |
|
12,7 кВА |
9,7 кВА |
13,8 кВА |
|||
|
Рекомендованная мощность генератора |
|
13,1 кВА |
17,2 кВА |
18,7 кВА |
|||
|
Приводные ролики |
|
4 |
|||||
|
Скорость подачи проволоки |
|
0,5 м/мин - 24 м/мин |
|||||
|
Габариты аппарата (ДxШxВ) в миллиметрах |
|
624 x 298 x 535 |
|||||
|
Габариты устройства подачи проволоки (ДxШxВ) в мм |
|
690 x 300 x 410 |
|||||
|
Вес аппарата |
|
41 кг |
|||||
|
Вес устройства подачи проволоки |
|
15,1 кг |
|||||
|
Вес модуля охлаждения |
|
16,5 кг |
|||||
|
Класс защиты |
|
IP 23 |
|||||
|
Класс изоляции |
|
H |
|||||
|
Подключение горелки |
|
Центральный разъем Euro |
|||||
|
Холодопроизводительность |
|
1000 W (1l/min) |
|||||
|
Емкость бака |
|
4 л |
|||||
|
Производительность |
|
5 л/мин |
|||||
|
Макс. давление на выходе |
|
3,5 бар |
|||||
|
Стандарты |
|
IEC 60 974-1; -5; -10 / CE / Знак S / ЭМС - класс А |
|||||
|
|
Taurus Basic — отличное сочетание цены и производительности Надежный инверторный источник тока с плавной регулировкой для стандартной сварки MIG/MAG, ручной сварки, а также строжки канавок с классическим двухкнопочным управлением — регулировка сварочного напряжения и скорости подачи проволоки |
|
|
Постоянные результаты сварки Инновационная инверторная технология EWM отличается особенно низким энергопотреблением, высокими резервами мощности и длительным сроком службы и работает вне зависимости от длины кабелей и колебаний сетевого напряжения Цифровая регулировка подачи проволоки — даже при тяжелых условиях подачи, например при использовании длинных пакетов шлангов |


- Отсутствие электроники в устройстве подачи проволоки
- Настройка сварочного напряжения, скорости подачи проволоки и 2-х тактного/4-х тактного режима на устройстве подачи проволоки
- Двухкнопочное управление
- Настройка всех параметров сварки и индикации параметров сварки на сварочном аппарате
- Отличительные черты
- Сварка MIG/MAG проволокой сплошного сечения и порошковой проволокой, сварка стержневыми электродами, строжка





